Rollen van inox of metalen plaat tot cilinders, cones, speciale vormstukken of in combinatie met plooien geeft vele mogelijkheden aan plaatbewerking, maar tevens ook een aantal beperkingen. Want niet alles kan zomaar gecenterd worden, denk maar aan kleine cones met een groot verloop in dikker materiaal of aan grote cones met een verloop van een grote naar een zeer kleine diameter.
We zouden Alinco niet zijn als we niet voor deze speciale gevallen een oplossing zouden kunnen bieden, maar toch. En als je een waaier van mogelijkheden wil aanbieden en tevens een strikte scheiding van inox en ijzer wil aanhouden, betekent dit tevens dat je alle plaatwalsen dubbel moet hebben. Uitzonderlijk worden beiden door elkaar gebruikt, maar dan moeten de rollen zeer goed worden afgeplakt teneinde alle contaminatie te vermijden. Laat ons eerst even het rollen van platen op zich bekijken. We hebben hier volgende machines ter beschikking:
- Rolbank 4-wals lengte 3000 mm, rollen diam 220/250. Maximum dikte 10 mm, maximum walslengte 3000 mm
- Rolbank 3-wals lengte 1500 mm, rollen diam 110. Maximum dikte 3 mm, maximum walslengte 1500 mm
- Rolbank 3-wals lengte 1000 mm, rollen diam 70. Maximum dikte 1 mm over +/- 800 mm, 2 mm over +/- 200 mm
- Rolbank 3-wals lengte 2000 mm, rollen diam 160. Maximum dikte 4 mm over lengte van 2000 mm, 6 mm dikte over lengte 600 mm
- Rolbank 3-wals lengte 1000 mm rollen diam 50 mm. Maximum walslengte +/- 600 mm
Hierbij zie je meteen dat niet alle machines over de volledige lengte kunnen gebruikt worden en dat het moeilijk is algemene richtlijnen voor Alinco op te maken wat er gerold kan worden en wat niet. Op een machine die tot 4 mm dikte kan centeren, kan eventueel ook 5 of 6 mm gecenterd worden als dit een kort stuk is. Het betekent ook niet dat, als je rollen hebt van 250 dat je kan centeren tot een diameter van 260.
Een algemene regel geldt dat je kunt centeren tot ongeveer roldiameter + 1/3e. Met rollen van 250 kan je in het beste geval een plaat met een diameter van 320 rollen. En dan is dit nog afhankelijk van materiaal, plaatdikte, vorm en gevraagde tolerantie. In sommige gevallen kan je met rollen van 250 slechts vanaf diam 380 rollen.
Des te dunner je plaat of des te meer je materiaal terugveert zoals bij aluminium, des te minder ruim je mogelijkheden op dit vlak. En als dit dan aluminium dunne plaat is, is het extra opletten geblazen omdat deze zeer sterk terugveert. Als het technisch dan toch niet mogelijk is om platen te centeren, moeten we terugvallen op andere technieken.
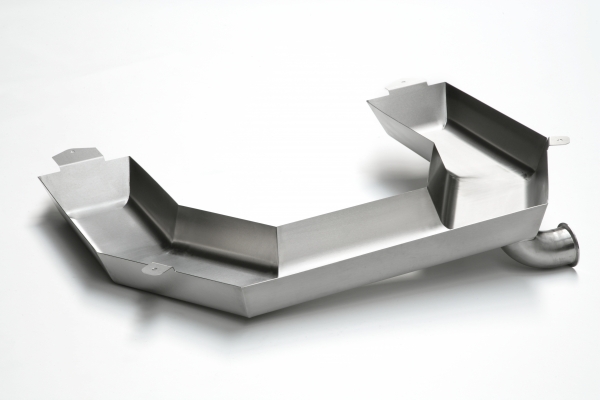
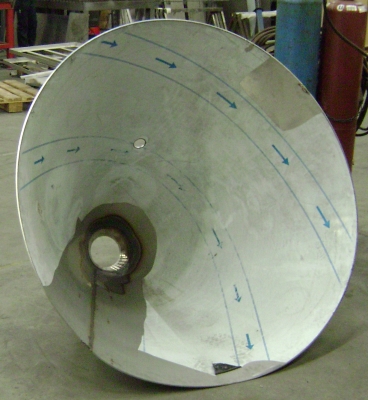
Bij het vervaardigen van cones over verloopstukken zitten we regelmatig op de grenzen van wat technisch kan. Bij zeer kleine cones (bijvoorbeeld van diameter 200 naar diameter 40 of 50 mm, gecombineerd met een plaatdikte > 1,5 mm) kunnen de plaatwalsen een eerste voorbewerking uitvoeren, maar dient afgewerkt te worden op het - jawel - klassieke aambeeld. Bij cones met een groot verloop bijvoorbeeld 1500 naar een te kleine diameter van bijvoorbeeld 150 mm en een dikte van 2 tot ... mm, dienen we terug te vallen op speciale plooitechnieken. Hierbij wordt de cone geplooid, dmv plooitjes zeer dicht op elkaar, zodat deze nauwelijks zichtbaar zijn en ook geen problemen geven bij hygiënische toepassingen.
Uiteraard steunen we ook hier opnieuw op de grote kennis van onze mensen en is de relatie / het vertrouwen tussen klant en leverancier zeer belangrijk. Voor hetzelfde geld specifieert iemand 'cone uit kleine plooitjes' en blijken deze bij ontvangst van het stuk 80 tot 100 mm uit elkaar te liggen... Goedkoper natuurlijk, mogelijk is dit geen probleem, mogelijk wel.
Overigens is plooien ipv centeren soms ook een manier om tolerantiebepalingen beter onder controle te houden, toch zeker als je een reeks moeilijke stukken moet maken die allemaal hetzelfde zijn. En hebben we door de jaren heen ook op onze plooibank voldoende eigen mallen gemaakt om bepaalde zalen rond te stampen en te leggen.
Tot slot wordt bij een aantal moeilijke stukken de combinatie van plaatwalsen en plooien toegepast. De juiste machines, gecombineerd met jarenlange vakkennis geeft veel mogelijkheden....